



机械加工废水现场调试(葛晓波,15949261930)
一、机械加工废水的现况
机械加工废水主要来源于切削液、清洗剂、磨削液等生产环节,其核心特点是“三高一难”:高COD(乳化油难降解)、高悬浮物(金属粉末多)、高毒性(含重金属离子),且水质波动极大。
处理难点在于“破乳难、除毒难、达标难”。乳化油形成的稳定胶体极难打破,导致生化系统易中毒瘫痪;重金属(如铬、镍)与有机物形成的络合物难以通过常规沉淀去除,导致出水难以稳定达到《污水综合排放标准》的严苛限值。
- 现场工艺图
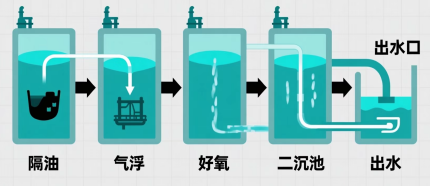

1.机械加工废水处理典型工艺为:隔油(去除浮油)→气浮(破乳除悬浮物)→好氧(生化降解有机物)→二沉池(泥水分离)→出水。

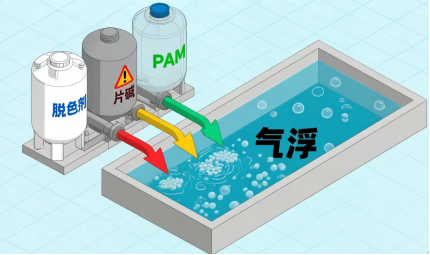
- 在气浮池阶段投加处理药剂,是机械加工废水预处理的关键步骤。通常按顺序向气浮系统投加片碱(调节pH值)、脱色剂(破坏染料及部分有机物分子结构)、PAM(高分子絮凝剂,凝聚微小絮体形成大颗粒)。通过化学强化,高效去除废水中难以通过物理方法处理的乳化油、胶体、色度及部分重金属离子,为后续生化处理单元创造有利条件。

三、现场污水情况
|
指标 |
数值/现象 |
核心诊断 |
|
外观 |
白色浑浊 |
乳化严重,胶体多 |
|
PH |
5-6 |
偏酸,抑制生化 |
|
COD |
35.2mg/L |
极低,说明有机污染 |
|
色度 |
94度 |
高,主要来自金属离子/悬浮物 |
四、调试过程
1.实验室小试
|
实验步骤 |
步骤一:投加复合脱色剂 202,用量 250 g/吨。 步骤二:投加片碱调节 pH 至 7-8,用量 80 g/吨。 步骤三:投加阴离子 PAM (型号 1825) 絮凝,用量约 1 g/吨。
|
|
|
实验结果 |
|
|

2.现场调试
|
方案调整前 |
方案调整后 |
|
由于原水浓度变化直接套用实验室小试方案于生产线,处理效果未达实验室水平,主要体现在絮体形成或沉降分离效果不佳。
|
1.脱色剂投加量优化:将复合脱色剂 202 投加量调整为 0.2%(即 2 kg/吨),以适应生产水量的波动与水质复杂性。 2.絮凝剂类型更换:将阴离子 PAM 更换为阳离子PAM。此调整更适应于生产废水中可能含有的带负电荷胶体与细微悬浮物,通过电中和作用增强絮凝效率,促进污泥聚集与分离。
|
|
|
|


3.结论
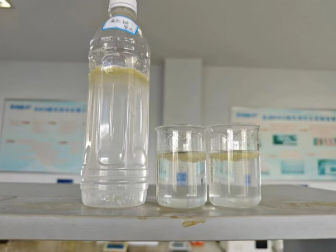
经上述优化,生产系统出水达到与实验室小试一致的清澈度与脱色效果,污泥性状良好,COD稳定在低值范围。
- 结论与建议
本案例表明,实验室小试是工艺定向的基础,但放大至生产时,需根据实际水体成分、流量及反应条件进行药剂类型与投加量的精细化调整。本次通过提升脱色剂剂量并切换为阳离子絮凝体系,成功解决了规模化应用中的效能落差,为同类废水处理提供了可靠的经验参数。


